7*24小時服務熱線:
7*24小時服務熱線:


更新時間:2023-07-18 16:24:39
點擊:1427
鍛造與同時,相比原來的粗加工調質,毛坯調質省去了鍛件粗加工生產流程,即縮短了筒節鍛件毛坯跨車間轉運、粗加工等生產周期,并且節省了1次粗加工找正定心的工序,使鍛件一次定心即加工到精加尺寸,大大節約了冷加工人工勞動力的消耗及機械設備的占用量,加快了冷加工工序的生產進度;而且加氫筒節鍛造與熱處理在同一個車間廠房內進行,便于生產組織協調,有效提高生產率。
生產工藝流程:煉鋼-鍛造-斷后熱處理-粗加工-超聲波探傷-焊熱緩沖塊-性能熱處理-性能檢驗-加工探傷后如毛坯庫。

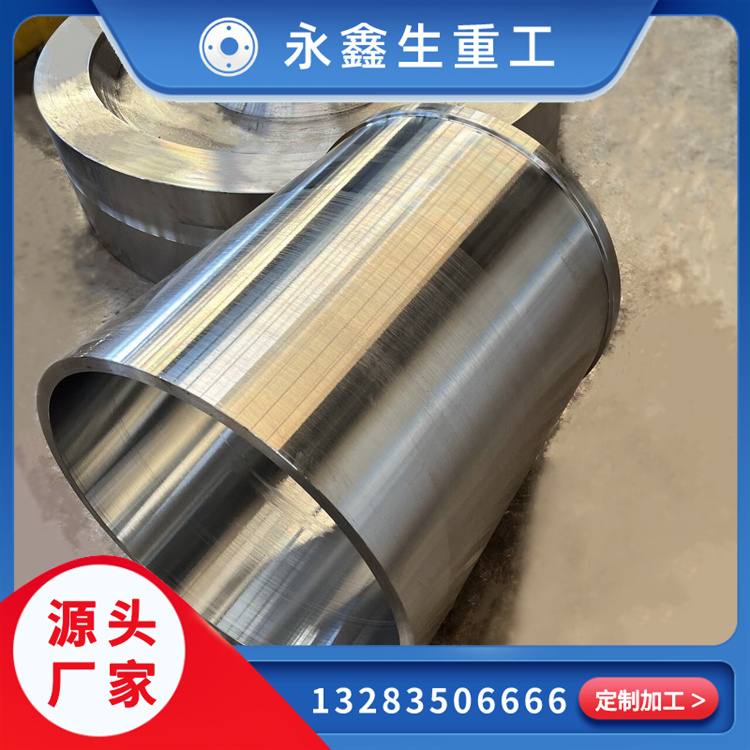
筒節毛坯調質工藝
改進前工序:鍛件鍛造過程完成后緊接著需要進行鍛后熱處理,由于冶煉技術的進步,鋼中氫含量和雜質元素得到了有效控制,所以鍛后熱處理的目的主要是調整和細化晶粒,為性能熱處理以及后序粗加工后的超聲波探傷做組織準備。
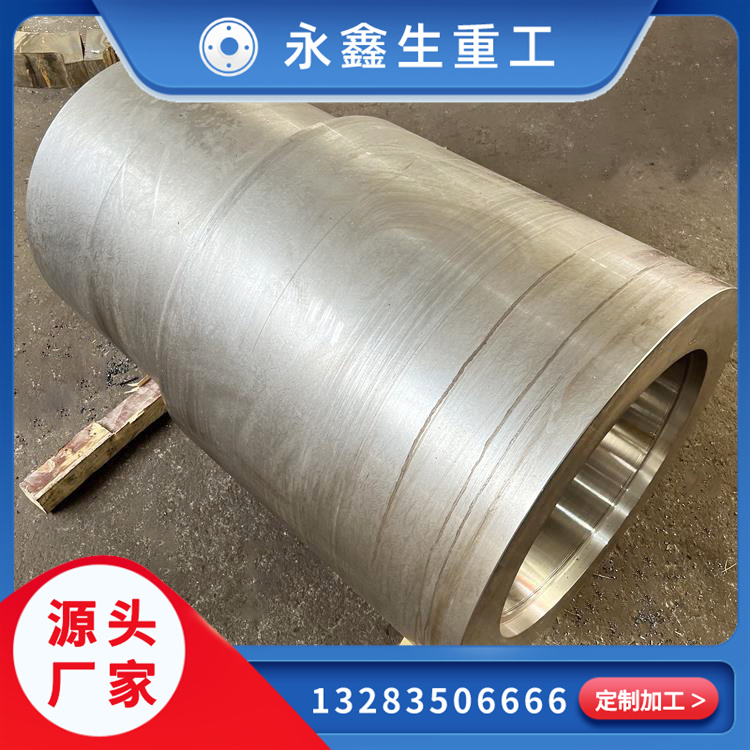
由于此鍛件尺寸規格大,在鍛造過程中極易產生晶粒粗大和混晶現象,而粗晶和混晶都會降低強度、塑性和沖擊韌性,尤其對沖擊韌性的降低非常明顯,為了防止以上問題的出現,預備熱處理采用了退火工藝。因改進后工序取消了粗加工序,所以對預備熱處理工藝進行調整。鍛件預備熱處理結束后,按照技術條件焊接熱緩沖塊,然后對鍛件進行性能熱處理。
相比筒節鍛件粗加工+調質工藝,鍛件水冷時我們采取了上下竄動方法。這主要是因為筒節毛坯經高溫鍛造及鍛后熱處理后形成較厚的氧化皮,入水后由于高溫作用在鍛件表面形成一層水蒸氣氣泡,而粗糙氧化皮又阻礙了氣泡的上升溢出,等同于在鍛件毛坯表面存在一個保溫層。因此,在毛坯調質工藝冷卻階段時,我們采用了鍛件入水后立即上下竄動鍛件的措施使氣泡快速溢出,從而達到鍛件快速冷卻的目的。同時對性能熱處理工藝進行調整。


聯系: 楊經理
郵箱: 13283506666@qq.com
手機: 132-8350-6666
傳真: 0350-6080556
電話: 0350-6066666
地址: 山西省忻州市定襄師家灣工業園1號

微信二維碼