7*24小時服務(wù)熱線:
歡迎您光臨山西永鑫生鍛造有限公司官方網(wǎng)站!
7*24小時服務(wù)熱線:


更新時間:2022-07-11 12:30:08
點(diǎn)擊:1772
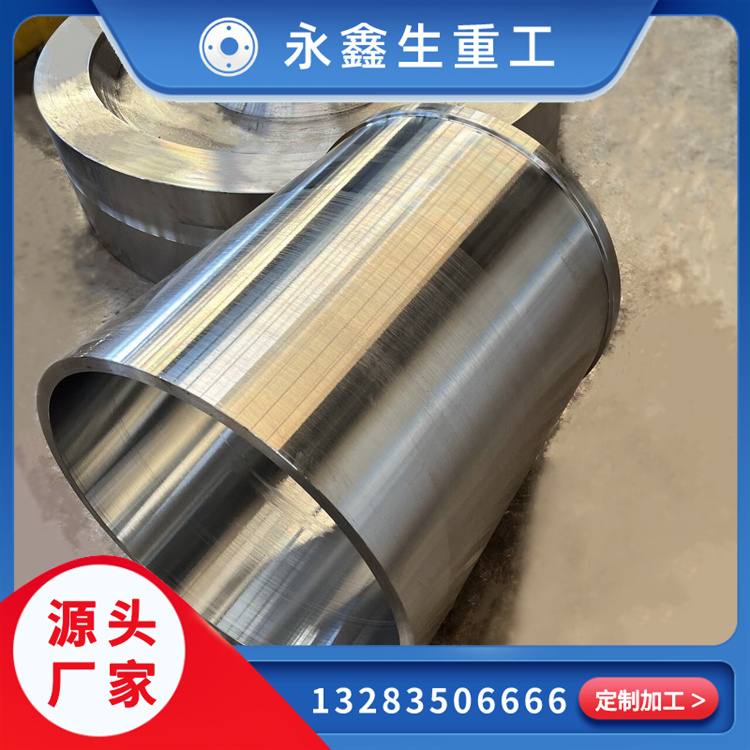
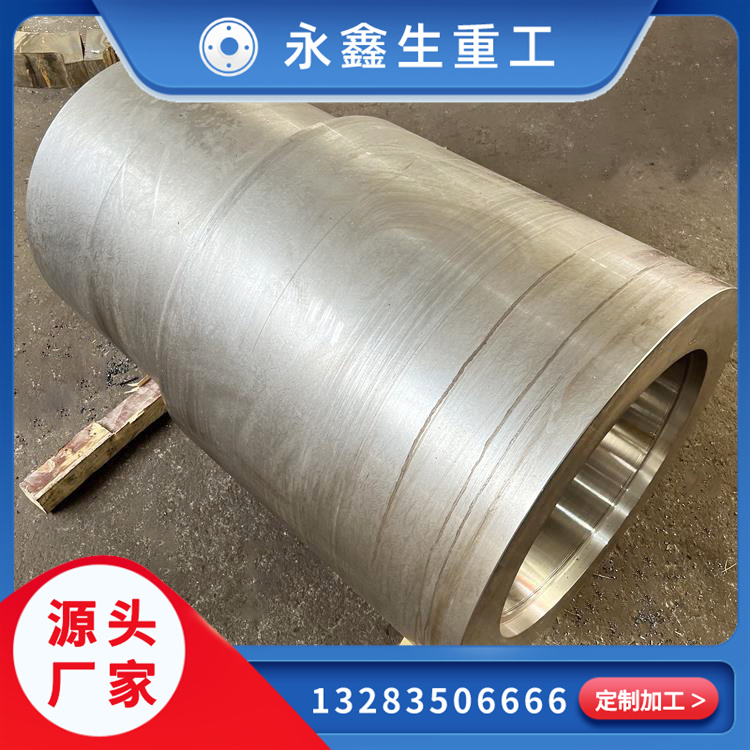
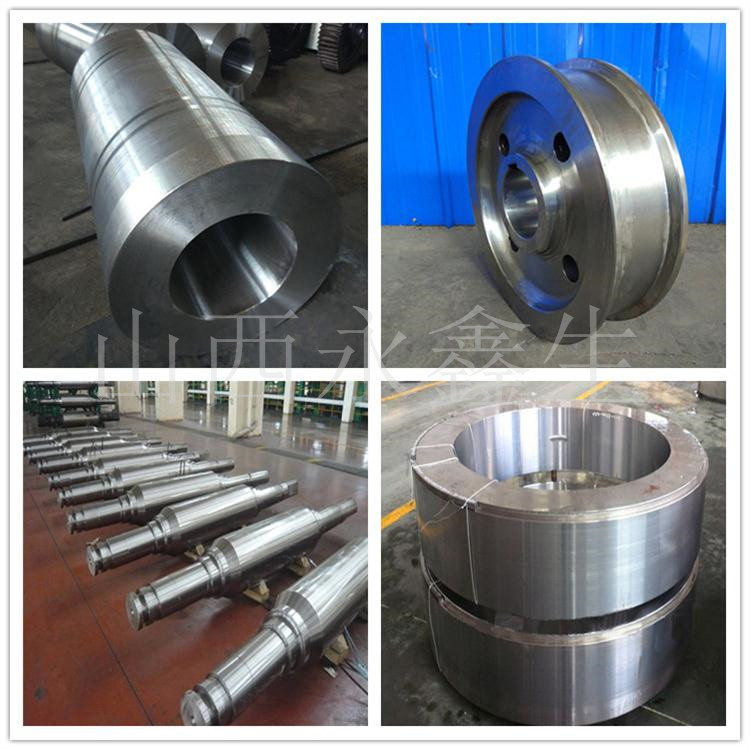
提升機(jī)主軸鍛件,一般都是由鋼錠直接鍛造而成。鍛件的質(zhì)量越大,鋼錠的噸位也越大。鋼錠在鍛造過程中,中心區(qū)的非金屬夾雜物、偏析、縮孔和密集性疏松等缺陷嚴(yán)重。為了獲得滿足要求的鍛件質(zhì)量,必須通過鍛造的方法來消除鋼錠內(nèi)部的缺陷。但在實(shí)際生產(chǎn)過程中,提升機(jī)主軸鍛件的超聲波檢測合格率往往較低。例如我公司在生產(chǎn)一批尺寸為800mm×9000mm的輥時,采用了傳統(tǒng)鍛造工藝?yán)碚摰钠胀ㄆ秸璋伍L工序,結(jié)果有40%的輥都因輥身中心部位存在大量軸向密集缺陷或縱向裂紋而達(dá)不到超聲波探傷要求。究其原因,除了鑄造鋼錠存在缺陷以外,鍛造工藝也有需要改進(jìn)之處。
提升機(jī)主軸鍛件的WHF鍛造法WHF鍛造法就是采用比普通平砧寬的專用上下寬平砧,在高溫下對坯料進(jìn)行強(qiáng)力壓下拔長的鍛造方法。其可使大鋼錠的心部產(chǎn)生大的應(yīng)變而發(fā)生塑性變形,并鍛合心部的縮孔和疏松等缺陷。WHF鍛造法在操作時,砧寬和坯徑之比值應(yīng)選為0.67~0.77,坯料的每次進(jìn)給量一般要達(dá)到砧寬的90%以上。在坯料直徑小于1300mm時,進(jìn)給量也不得小于砧寬的70%。否則,在變形量不大的情況下,和普通平砧變形一樣,達(dá)不到WHF鍛造法的效果。實(shí)施WHF鍛造法時,坯料的加熱溫度要比通常鍛造工藝高20~30℃,使其容易產(chǎn)生塑性變形。保溫時間為一般鍛件的1.3~1.5倍,視其坯料截面尺寸和高溫擴(kuò)散的要求而定。保溫時間長,使坯料里外溫差小,在強(qiáng)力壓下時,外部不易產(chǎn)生裂紋,心部也能發(fā)生大的應(yīng)變,使缺陷鍛合或消除。上下砧寬B與坯料直徑D的比應(yīng)滿足0.5≤B/D≤0.8。從鍛造的成本考慮,上下寬平砧不宜制造過多。可按鍛件主截面大小,配置兩三種即可。寬平砧的圓角也要適當(dāng)加大,防止大壓下量后產(chǎn)生折傷。操作時每次壓下量為壓下前直徑的15%~20%,取20%。若壓下量小,則心部發(fā)生的應(yīng)變也小,嚴(yán)格執(zhí)行規(guī)定的壓下量,還可起到鋼錠中心與鍛件中心基本相重合的作用。上述工藝?yán)碚摷安僮鞣椒ㄋa(chǎn)生的效果,已在我廠的大直徑軸類鍛件生產(chǎn)中得到了證實(shí)。該類鍛件的超聲波檢測合格率由過去的60%提高到了95.3%,充分說明了WHF
鍛造法鍛造大直徑軸類鍛件提高成品率的有效性。

聯(lián)系: 楊經(jīng)理
郵箱: 13283506666@qq.com
手機(jī): 132-8350-6666
傳真: 0350-6080556
電話: 0350-6066666
地址: 山西省忻州市定襄師家灣工業(yè)園1號

微信二維碼